







ERW273x12.7 stålrörsmaskin; ZTFIV; ZTZG
Beskrivning
ERW-rörverk kallas även högfrekvent längsgående svetsad rörproduktionslinje. Lämpliga material är varmvalsade eller kallvalsade bandrullar såsom obehandlat kolstål och höghållfast stål etc.
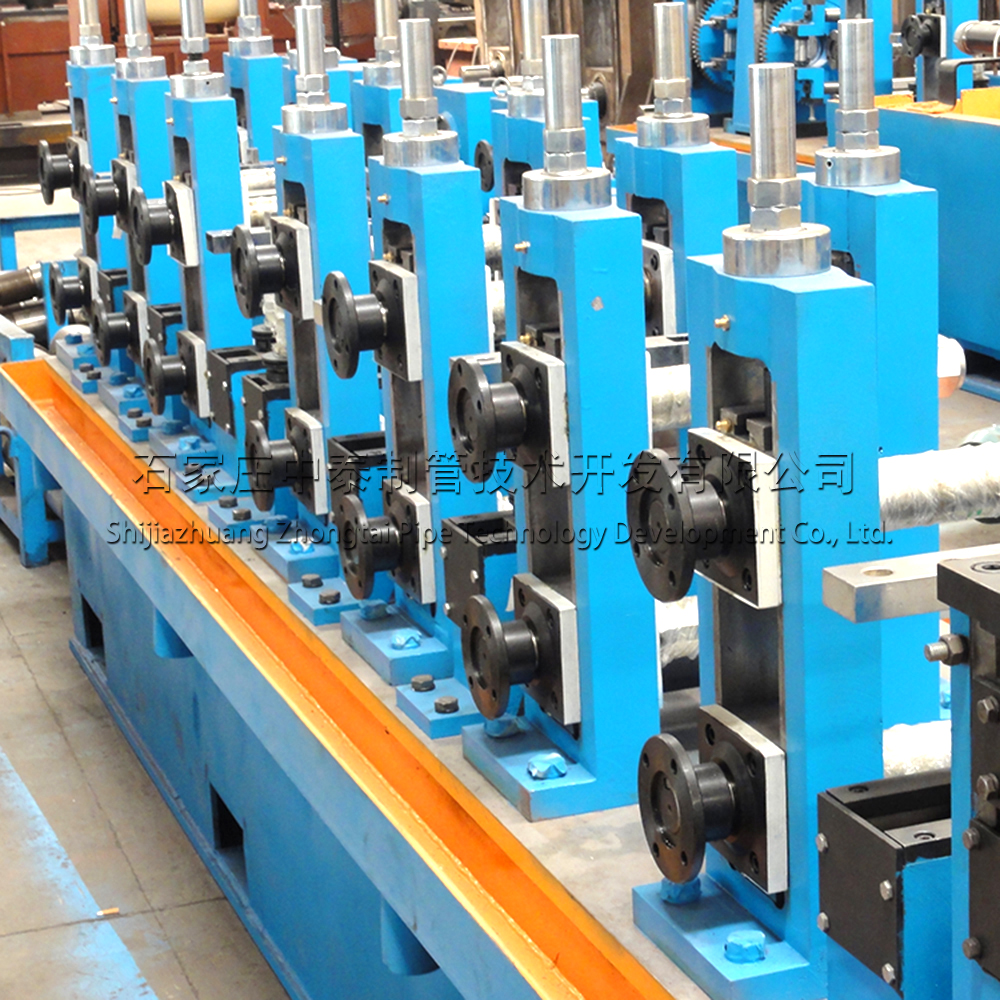
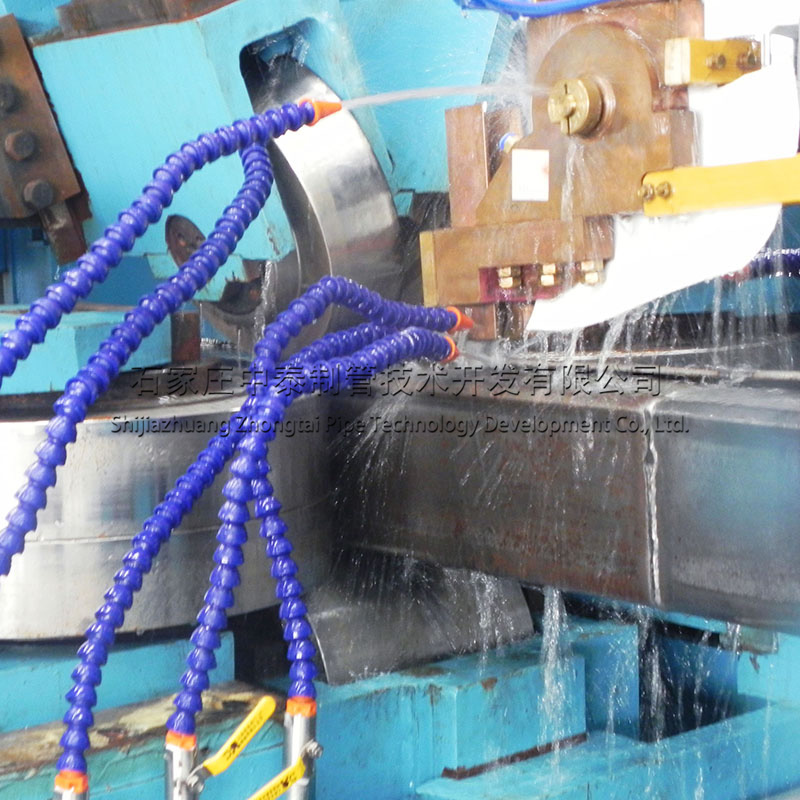
Bandstålet rullas ut av avrullaren och hamnar sedan i ackumulatorn efter att ha passerat genom stumsvetsmaskinen. Bandstålet extruderas med valsar och delas upp i två delar: en nedbrytningssektion och en finsvetsningssektion. Efter högfrekvent induktionssvetsning och dimensionering av delen matas ut den erforderliga rörlängden, kapas av med flygsåg och slutligen staplas och packas stålröret. Denna produktionslinje är en heltäckande komplett produktionslinje för kontinuerlig svetsning av stålband till rör.huvudsakligen bestående av avrullare, sax- och ändsvetsare, ackumulator, formnings- och storleksmaskin, HF-svetsare, flygande såg, staplings- och packningsmaskin.
Om det finns speciella ändamål eller krav för stålrör är det nödvändigt att lägga till testutrustning, såsom hydraulisk testmaskin, mellanfrekvensglödgningsmaskin, ultraljudsfeldetekteringsmaskin etc.

Produktionslinjen för högfrekvenssvetsade rör används huvudsakligen för kontinuerlig produktion av raksvetsade rör. Den använder högfrekvensinduktionssvetsning, vilket inte bara kan producera runda rör utan även motsvarande fyrkantiga rör och specialformade rör. Högfrekvensrörsvetsmaskinen används huvudsakligen för produktion av olika järnrör, byggrör, konstruktionsrör, vattenrör, oljerör, API-rör och så vidare.
Ttekniskt flöde
Scrollar uppåt→Avrullning→Skjuvning och svetsning→Spiralackumulator→Formning→HF-induktionssvetsning→Borttagning av extern grad→Kyl→Storleksanpassning→Flygande såg→Slut på bordet→Inspektion→Förpackning→Lager
Formningsprocess
| Runt rör | Kallvalsformningsprocess | Bra rulldesign |
| ZTF-formningsprocess | Spara minst 60 % av rullkostnaden med elektrisk styrning Läs mer | |
| Fyrkantigt och rektangulärt rör | Allmän rund-till-kvadratisk process | Stabil formningsprocess |
| Runda-to-fyrkant med turkhuvud | Bra rörkvalitet | |
| Processen med direktfyrkant-to-fyrkant(DSS) | OEn uppsättning valsar kan producera alla rör med elektrisk styrning och automatisk justering Läs mer |
Grundläggande teknisk information om produktionslinjen för svetsade rör
| Produkt och avkastning | Runt rör | 114mm-273mm Tjocklek:3.0mm-10.0mm |
| Fyrkantigt och rektangulärt rör | 90 mm×90mm -210mm×210mm Tjocklek:3.0mm-8.0mm | |
| Längd | 6m-12m Längdtolerans: ±3mm | |
| Produktionshastighet | 20-45m/min | |
| Produktionskapacitet | 40000 ton/år | |
| Konsumtion | Installerad kapacitet i kvarnen | 350 kW |
| Linjeområde | 120m(längd) ×10m (bredd) | |
| Arbetstagare | 6–8 arbetare | |
| Råvara | Material | Kolstålspole Q235B (ASTM GR)·D,σs. 230) |
| Bredd | 280mm-690 mm tjocklek:2.0mm-8.0mm | |
| Spol-ID | 570-640 mm | |
| Spolens ytterdiameter | Max1800mm | |
| Spolvikt | 15,0 ton |
Fördel
Utrustningens fördelar:
Vid tillverkning av runda rör kan man använda ZTF-formningsteknik
Vid tillverkning av fyrkantiga och rektangulära rör kan man använda direkt kvadrat-kvadrat (DSS) teknik
Produkter: rör för arkitektoniska strukturer, lågtrycksrör för vätsketillverkning, rör för kolöverföringsremmar, drivaxelrör, skyddsräckesrör, tornfundamentrör, stålrör för bilbalkar och andra produkter.
Fler produkter



| ERW-RÖRKVARNSLINJE | |||||
| Modell | Rrundrör mm | Fyrkantrör mm | Tjocklek mm | Arbetshastighet m/min | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3–1,5 | 120 | Läs mer |
| ERW32 | Ф10-Ф32 | 10×10–25×25 | 0,5–2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15–40×40 | 0,8–3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25–60×60 | 1,2–4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35–70×70 | 1,5–4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40–90×90 | 1,5–4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60–130×130 | 2,0–6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70–170×170 | 2,0–8,0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Läs mer |
| ERW660 | Ф325-Ф660 | 250×250–500×500 | 6,0–20,0 | 20 | Läs mer |
| ERW720 | Ф355-Ф720 | 300×300–600×600 | 6,0–22,0 | 20 | Läs mer |
| PRODUKTIONSLINJE FÖR RÖR I ROSTFRITT STÅL | |||||
| Modell | Rrundrör mm | Fyrkantrör mm | Tjocklek mm | Arbetshastighet m/min | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2–0,8 | 10 | Läs mer |
| SS32 | Ф6-Ф32 | 5×5–25×25 | 0,2–1,0 | 10 | Läs mer |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2–1,5 | 10 | Läs mer |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3–2,0 | 10 | Läs mer |
| SS76 | Ф25-Ф76 | 20×20–60×60 | 0,3–2,0 | 10 | Läs mer |
| SS114 | Ф38-Ф114 | 30×30–90×90 | 0,4–2,5 | 10 | Läs mer |
| SS168 | Ф76-Ф168 | 60×60–130×130 | 1,0–3,5 | 10 | Läs mer |
| SS219 | Ф114-Ф219 | 90×90–170×170 | 1.0-4.0 | 10 | Läs mer |
| SS325 | Ф219-Ф325 | 170×170–250×250 | 2,0–8,0 | 3 | Läs mer |
| SS426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Läs mer |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Läs mer |
| SS862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Läs mer |










