









Heta nya produkter ERW-rörtillverkningsmaskiner Rörfräs Svetsade rörmaskiner Rör- och rörfräs
Ända sedan starten har vårt företag konsekvent betraktat produktkvalitet som livsnerven i vår verksamhet. Vi är engagerade i att kontinuerligt förbättra vår tillverkningsteknik och förbättra produkternas excellens. För att säkerställa högsta standard stärker vi kontinuerligt vår övergripande kvalitetshantering i strikt enlighet med den nationella standarden ISO 9001:2000 för högfrekvent svetsning och järnmaskiner i Kina. Våra avanceraderörkvarnProduktionslinjer är en avgörande del av vårt engagemang för överlägsen kvalitet. Detta kvalitetsengagemang återspeglas i det enastående rykte våra varor har förtjänat på den internationella marknaden, kända för sin goda kvalitet, konkurrenskraftiga priser och snabba leveranser. Vi använder toppmoderna tekniker och noggrant hanterade produktionsprocesser på vårarörkvarnlinjer, levererar vi konsekvent produkter som uppfyller och överträffar kundernas förväntningar. Vi ser verkligen fram emot att samarbeta med fler utländska kunder baserat på ömsesidiga fördelar och förse dem med högkvalitativa produkter tillverkade enligt våra pålitliga principer.rörkvarnutrustning. Vårt engagemang för excellens sträcker sig till alla aspekter av vår verksamhet, från design och tillverkning till eftermarknadsservice, vilket säkerställer att vårrörkvarnTekniken levererar pålitliga och högpresterande lösningar.
Beskrivning

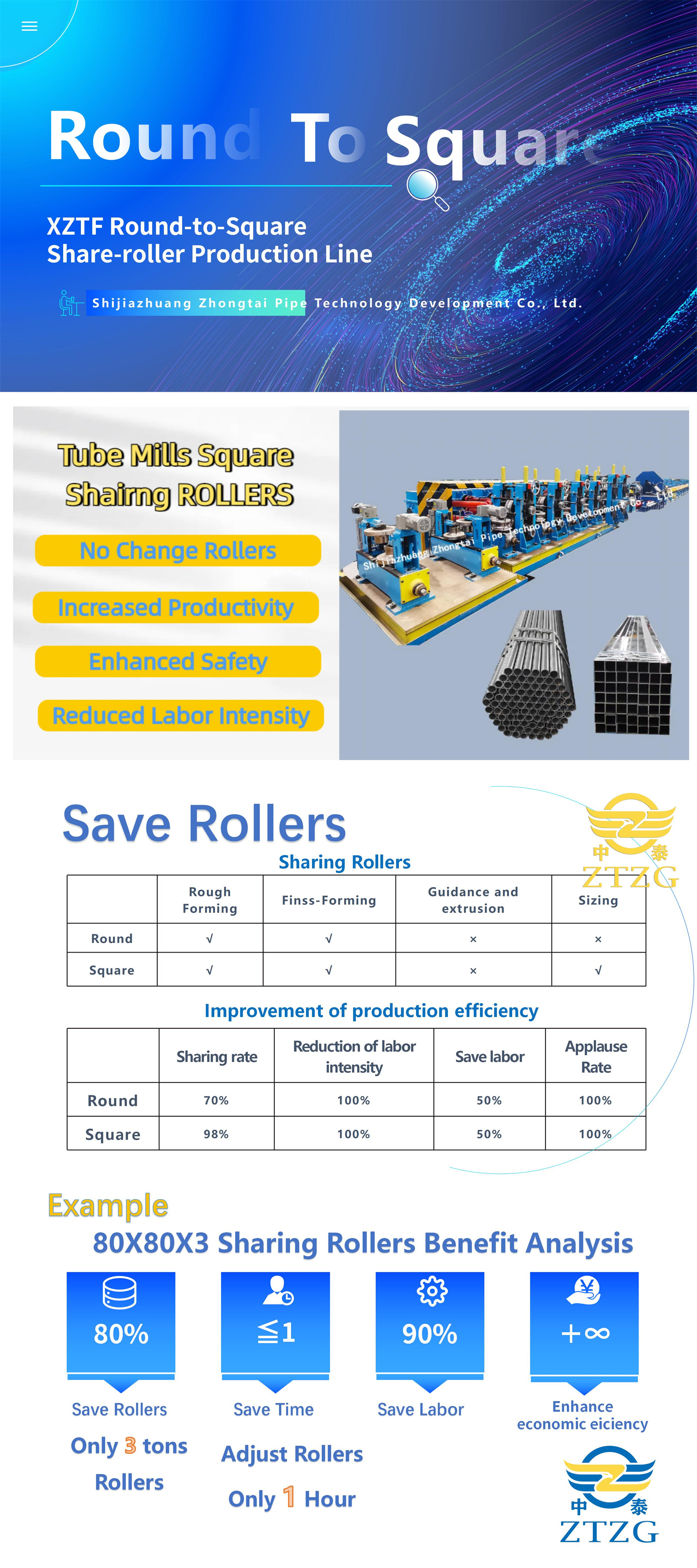
Formningssektionen använder principen för valsformning, där remsan gradvis formas till ett billetrör och sedan svetsfogen värms upp genom Kelvin-effekten och närhetseffekten av högfrekvent ström för att nå svetstemperaturen och slutföra svetsningen. Skrapanordningen skär sedan bort de extra grader som skapas under svetsningen, och värmeröret genomgår en vattenkylningsprocess för att sänka rörtemperaturen till en standardtemperatur. Därefter formas röret ytterligare till önskad diameter eller storlek genom ytterligare valsformning. Slutligen går röret genom ett turkiskt rörhuvud för produktion av fyrkantiga rör.
Teknisk process:
Skrollar uppåt → Avlindare → Skjuv- och ändsvetsning → Ackumulator → Formningsdel → HF-svets → Borttagning av utvändig grad → Vattenkylning → Dimensionering → Flygande såg → Utkörningsbord → Inspektion → Packning → Lager.
Ett annat namn för den grovriktade enheten är turkhuvud, det är det sista steget i dimensioneringssektionen. Den används för att forma det runda röret till fyrkantiga eller rektangulära rör med hjälp av exakt placerade rullar, och sedan grovrikta det. Den består av fyra fyrvalsars riktmaskiner, vars huvud kan rotera och röra sig horisontellt. De första tre turkhuvudena används för rund-kvadratisk formning och det fjärde är för grovriktning.
Produktinformation
| Produkt och avkastning | Runt rör | 48 mm–127 mm |
| Fyrkantigt och rektangulärt rör | 40x40mm-100x100mm | |
| Längd | 6–12 månader | |
| Produktionshastighet | 50–120 m/min | |
| Produktionskapacitet | 15000 ton | |
| Konsumtion | Installerad kapacitet i kvarnen | 300 kW–750 kW |
| Linjeområde | 40X5M-80X10m | |
| Arbetstagare | 6–8 arbetare | |
| Råvara | Material | ST-37 ST-52 Q235 Q345 |
| Bredd | 160 mm–400 mm | |
| Spol-ID | Φ470~508 mm | |
| Spolens ytterdiameter | Φ1000~1800 mm | |
| Spolvikt | 2-5 ton |
Vår fördel
Efter att ha införlivat avancerad rörtillverkningsteknik både utomlands och inhemskt, är vår innovativt designade produktionslinje och varje enskild enhet i produktionslinjen inte bara ekonomisk utan också praktisk. Vi har klarat ISO9001-kvalitetssystemcertifiering och deltagit i utarbetandet av ett antal branschstandarder.ZTZG stöder anpassning enligt internationella standarder i varje region och tillhandahåller regelbunden teknisk information och teknisk utbildning.
Heta nya produkter inom högfrekvent svetsning och järnmaskiner från Kina, ERW. Våra varor har ett gott rykte för sin goda kvalitet, konkurrenskraftiga priser och snabba leverans på den internationella marknaden. För närvarande ser vi uppriktigt fram emot att samarbeta med fler utländska kunder baserat på ömsesidiga fördelar.
| ERW-RÖRKVARNSLINJE | |||||
| Modell | Rrundrör mm | Fyrkantrör mm | Tjocklek mm | Arbetshastighet m/min | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3–1,5 | 120 | Läs mer |
| ERW32 | Ф10-Ф32 | 10×10–25×25 | 0,5–2,0 | 120 | |
| ERW50 | Ф20-Ф50 | 15×15–40×40 | 0,8–3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25–60×60 | 1,2–4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35–70×70 | 1,5–4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40–90×90 | 1,5–4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60–130×130 | 2,0–6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70–170×170 | 2,0–8,0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Läs mer |
| ERW660 | Ф325-Ф660 | 250×250–500×500 | 6,0–20,0 | 20 | Läs mer |
| ERW720 | Ф355-Ф720 | 300×300–600×600 | 6,0–22,0 | 20 | Läs mer |
| PRODUKTIONSLINJE FÖR RÖR I ROSTFRITT STÅL | |||||
| Modell | Rrundrör mm | Fyrkantrör mm | Tjocklek mm | Arbetshastighet m/min | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2–0,8 | 10 | Läs mer |
| SS32 | Ф6-Ф32 | 5×5–25×25 | 0,2–1,0 | 10 | Läs mer |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2–1,5 | 10 | Läs mer |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3–2,0 | 10 | Läs mer |
| SS76 | Ф25-Ф76 | 20×20–60×60 | 0,3–2,0 | 10 | Läs mer |
| SS114 | Ф38-Ф114 | 30×30–90×90 | 0,4–2,5 | 10 | Läs mer |
| SS168 | Ф76-Ф168 | 60×60–130×130 | 1,0–3,5 | 10 | Läs mer |
| SS219 | Ф114-Ф219 | 90×90–170×170 | 1.0-4.0 | 10 | Läs mer |
| SS325 | Ф219-Ф325 | 170×170–250×250 | 2,0–8,0 | 3 | Läs mer |
| SS426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Läs mer |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Läs mer |
| SS862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Läs mer |












